Demir ve çelik gibi malzemeler bulundukları atmosferik ortamdan etkilenerek zaman içinde fiziksel, kimyasal ve elektriksel özelliklerini kaybederek korozyona uğramaktadırlar. Metalin paslanmasına neden olan dış etkenleri en aza indirmek, korozyona karşı direncini arttırmak ve üzerindeki yağ, pas gibi istenmeyen maddeleri yok etmek için veya estetik bir görünüm kazandırmak amacıyla çeşitli kaplama yöntemleri uygulanmaktadır. Bu koruyucu yöntemlerden birisi de sıcak daldırma galvanizleme ile çinko kaplamadır.
Sıcak daldırma galvanizleme prosesinde kaplanacak malzeme erimiş çinko banyosuna daldırılarak yüzeyin çinko ile kaplanması sağlanmaktadır. Proseste, sıcak daldırma galvaniz işleminin uygulanacağı demir ve çelik malzemeler, flux kaplama ve ergimiş çinko banyosuna daldırılmadan önce yağ, gres, yağlayıcı maddeler, çapak ve diğer yüzey kirleticilerinden arındırılmalıdır. Yetersiz ve yanlış yapılan yüzey hazırlığı, galvaniz kaplama tabakalarında hataya neden olmakta ve yer yer soyulmalar meydana gelmektedir.
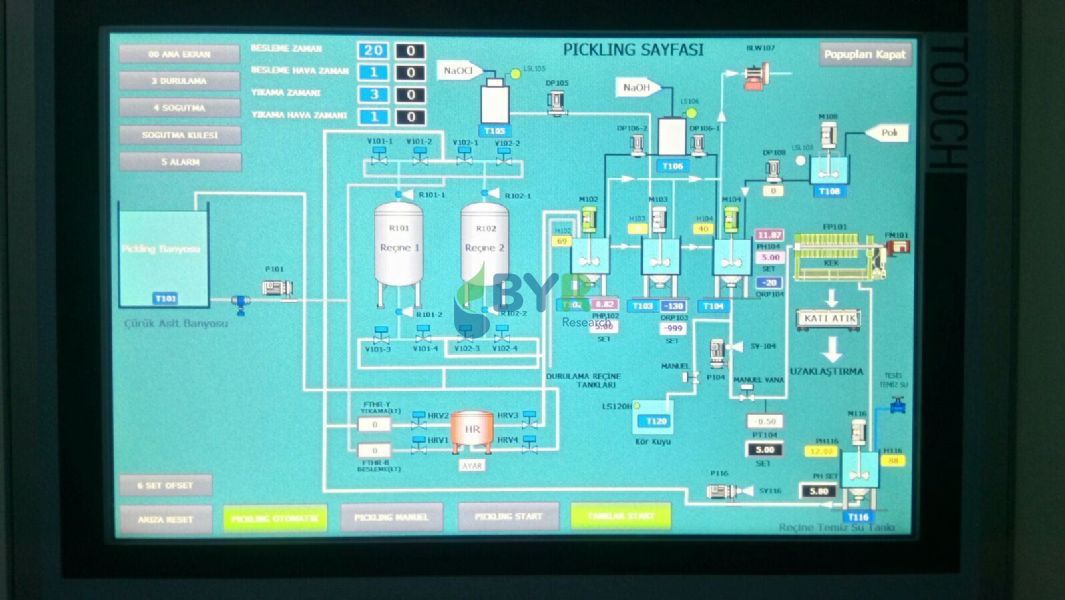
Sıcak daldırma galvaniz işleminin uygulanacağı malzemeler önce yağ alma banyosuna alınmaktadır. Yağ alma banyosuna daldırılan malzemeler yağ çözücü içerikli banyo çözeltileri ile yüzeyindeki yağdan arındırılmakta, yüzeydeki organik kirleticiler giderilmektedir. Yağı alınan malzemeler daha sonrasında hidroklorik asit (HCl) çözeltisinin yer aldığı asit banyosuna getirilmektedir. Asit banyosunda malzeme yüzeyindeki çapak ve paslar uzaklaştırılmaktadır.
Asit banyo çözeltisi yaklaşık olarak ağırlıkça %15 oranında HCl ile hazırlanmaktadır. Asit banyosu oda sıcaklığında (24-38 °C) işletilmekte, böylece önemli miktarda zararlı gaz çıkışı engellenmektedir. Asit banyosundan sonra durulama banyosu yer almaktadır. Durulama banyosunda malzemelerin yüzeyinde kalan HCl uzaklaştırılmakta, malzemenin pH'ı fluxlama işlemi öncesi ayarlanarak fluxlamaya uygun hale getirilmektedir. Durulama banyosundan sonra yer alan fluxlama banyosunda ön kaplama işlemi gerçekleştirilmektedir. Flux banyosunda ön kaplama işlemi için ZnCl2 ve/veya NH4Cl kullanılmaktadır. Fluxlama işlemi ile çinkonun malzeme yüzeyinde kaplanması kolaylaşmaktadır.
Flux banyosu çözeltisi, tesiste mevcut olan uygun arıtma sistemi ile düzenli olarak arıtılmakta ve banyoya geri kazandırılmaktadır. Malzemeler, fluxlama işleminden sonra kurutma banyosuna alınmaktadır. Kurutma banyosunda, ergimiş çinko banyosundaki olası patlamaları engellemek ve banyoda kül oluşumunu önlemek için malzeme yüzeyindeki nem uzaklaştırılmakta ve böylece yüzey hazırlama işlemleri bu basamakta sona ermektedir.
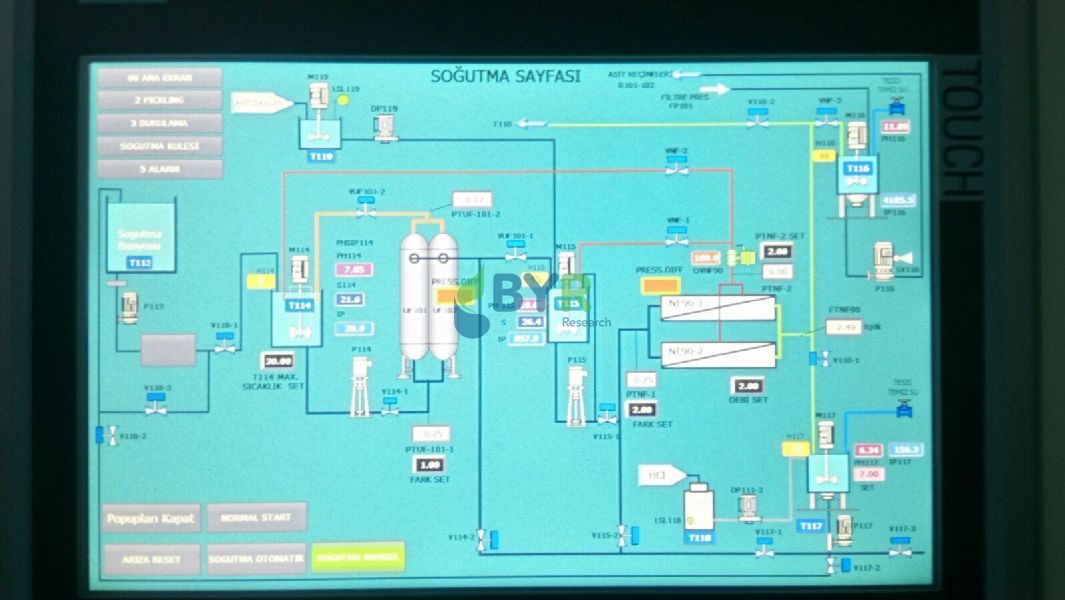
Galvanizleme işleminde yüzey hazırlama işlemi tamamlanmış malzemeler, ergimiş çinko banyosuna daldırılmakta ve galvanizleme işlemi 450 °C'de gerçekleştirilmektedir. Galvanizleme işlemi sonrasında malzeme yüzeyinin sıcak olması nedeniyle kaplanan malzemenin dış yüzeyi soğumuş olsa dahi iç yüzeyde demir-çinko reaksiyonları meydana gelmeye devam etmekte, saf çinko tabakası kısmen veya tümüyle demir-çinko alaşımına dönüşmekte, bundan dolayı malzeme yüzeyinin rengi ve özellikleri bozulmaktadır. Bunu önlemek için çinko ile kaplanan malzemeler galvanizleme işleminden sonra soğutma tankına alınmakta ve proses burada sona ermektedir.
SDG BYCHIM Know-How ve Patentli Teknolojisi
Bychim, geliştirmiş olduğu yenilikçi hibrit proses ile galvaniz banyolarından asit ve su geri kazanımı yapmaktadır.
Projede; asit banyosunun hibrit teknolojisi ile metal kirliliğinden uzaklaştırılar